Mettre en évidence:
produits en plastique faisant la machine
, Machine thermoplastique de moulage par injection
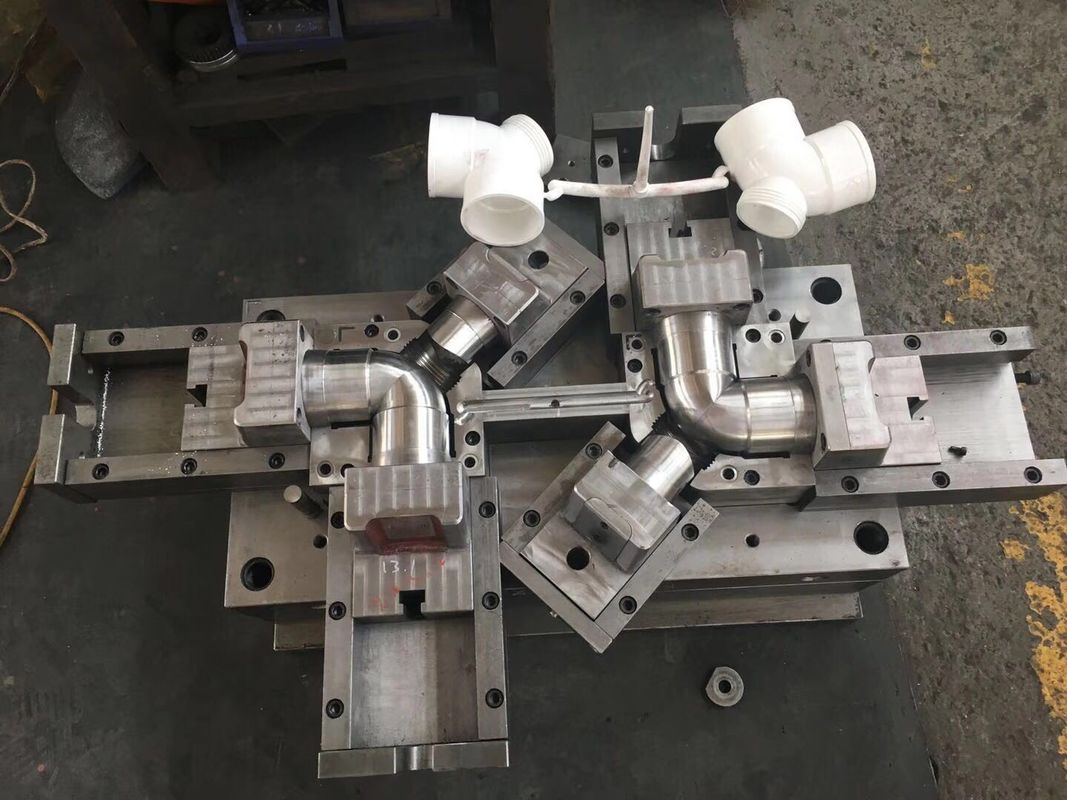
Machine de moulage 2000KN à vis injection hydraulique de montage de tuyau de PVC maintenant la force
La technologie chaude de coureur est devenue un champ important de technologie de moulage injection en plastique avec ses avantages techniques uniques tels que l'économie et le cycle de moulage de rapetissement. Les avantages de la technologie chaude de coureur ont rivalisé avec le coureur froid conventionnel :
1. Sauvez les matières premières et réduisez les coûts.
2. raccourcissez le cycle de formation et améliorez l'efficacité de la machine.
3. améliorez la qualité extérieure et les propriétés mécaniques des produits.
4. la porte de point peut être utilisée sans utiliser le trois-plat meurent.
5. Le produit simple peut être économiquement moulé par la porte latérale.
6. améliorez le degré d'automation ;
7. la porte de soupape à pointeau peut être utilisée pour commander la congélation de la porte.
8. La qualité des pièces d'injection de moule de multi-cavité est identique.
9. améliorez l'esthétique extérieure des produits moulés par injection.
L'installation du coureur chaud est directement liée à la qualité du produit. Les points suivants pour l'attention dans l'installation du coureur chaud sont comme suit :
1. Installez le moule, aplatissez le supérieur meurent, et nettoient tous les trous et calibres avec le pistolet pneumatique.
2. Vérifiez la taille de trou, concentrez sur la profondeur, enlevez les bavures sur le calibre. En même temps, contrôle, que les trous de vis du plat de shunt de serrure et du clou central et les trous de goupille d'antidumping aient été traités ou pas. Le maître qui a incité le coureur chaud à mouler pour la première fois dans cet endroit l'a souvent manqué.
3. nettoyez les pilules rouges à la position de mastic du bec chaud et à la position supérieure d'étape qui coopèrent avec le moule.
4. Procès-assemblez le bec chaud, et puis enlevez-le pour vérifier si le niveau de colle de cachetage frotte le rouge et si la position d'étape touche le moule. Sinon, arrêtez l'installation, vérifiez la cause de l'erreur et ajustez-la pour n'assurer la coopération serrée et aucune fuite. Faites attention à ne pas toucher l'astuce de la bouche pendant ce processus.
5. installez tous les becs chauds, et installez la protection centrale, la goupille centrale et l'anti-revente, et balayez les pommes de terre rouges rouges sur la surface des becs chauds.
6. Vérifiez le niveau du bec et la taille du coussin central, et l'erreur est à moins de 0,05 millimètres.
7. installation de procès de plat de shunt. L'attention devrait être prêtée à ne pas manquer la bague d'étoupage de chaud-bec en installant formellement le plat de shunt.
8. Vérifiez la coopération entre le plat de shunt et le bec chaud pour s'assurer que tous rencontrent Hongdan et ne coulent pas la colle.
9. nettoyez le câblage d'astuce, rendez-le ordonné et beau, et numérotez chaque groupe de lignes dans l'ordre, et reliez les lignes dans l'insertion d'acné.
10. chargez le plat de shunt formellement, ferment à clef la vis fixe du plat de shunt (l'attention de salaire à l'équilibre, maintiennent les quatre coins du plat de shunt dans la même taille), commandent le méson du plat de shunt est 0.10-0.15mm plus hauts que les environnants meurent avion de cadre, et balayent alors le rouge rouge rouge sur le méson de plat de shunt.
11. Procès-installez le calibre de code, vérifient si l'avion rencontre le rouge de méson, et s'assurent que le calibre supprime le méson de plat de diviseur.
12. Fermez à clef la matrice et tenez-la. Vérifiez si la correspondance entre la porte et l'astuce répond aux exigences de la surface médiane. Pour faire à l'astuce moins de 0.1-0.2 millimètre de la surface de porte, l'astuce ne devrait pas être excentrique. Détectez soigneusement chaque groupe de circuits avec le multimètre, de sorte qu'il n'y ait aucun court-circuit, coupure de circuit, fuite, et ainsi de suite. Chaque groupe de lignes correspond correctement pour s'assurer que tous les circuits sont normaux.
13. Reliez le thermostat pour le chauffage d'essai, le premier chauffage devrait être à moins de 100 C, garde 10 minutes pour préchauffer et la déshumidification, protègent l'appareil de chauffage ; puis, l'échauffement à la température exigée, si la normale, vous peut arranger le levage meurent essai.


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!